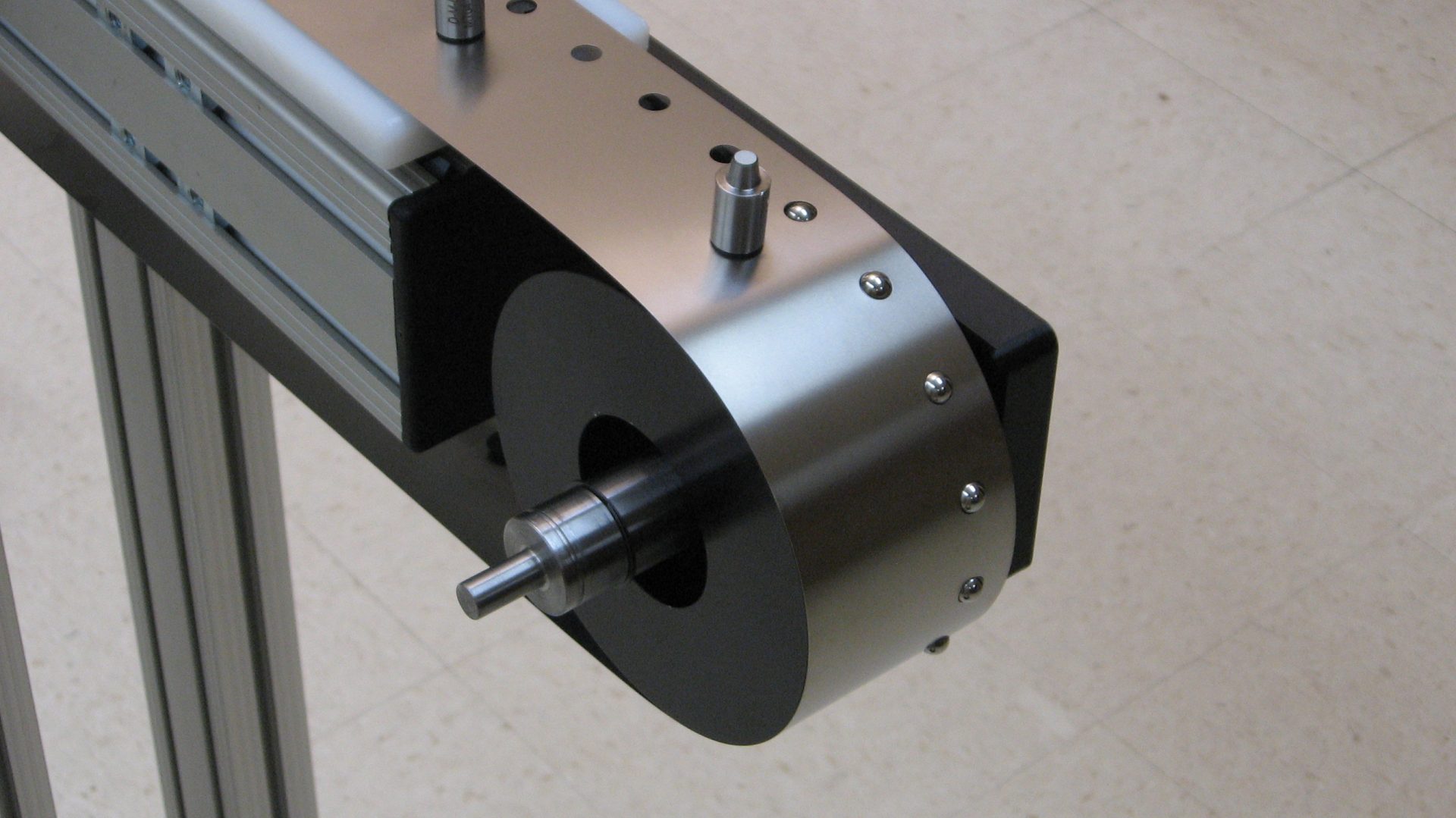
Poulies d’indexage
Les poulies d’indexage ont des dents ou des poches autour du diamètre extérieur du corps de la poulie. Les dents de la distribution s’engagent dans les trous de la courroie métallique, tandis que les poches de distribution s’engagent dans les ergots d’entraînement sur la circonférence interne de la courroie. Comme leur nom l’indique, ces dents ou poches sont utilisées pour la synchronisation. La transmission de l’énergie, ou mouvement d’entraînement de la courroie, est toujours assurée par les forces de frottement entre la courroie plate et les surfaces de la poulie.
Des résultats précis et durables grâce à nos dents de distribution à roulement à billes brevetées.
Les poulies d’indexage de type I et II permettent une répétabilité des cycles sans accumulation de pas, également appelée fluage de la courroie, dans des tolérances très précises. La répétabilité est la capacité d’un pas unique sur des rotations successives d’une courroie à revenir à une position de départ dans une tolérance spécifiée, généralement comprise entre 0,051 mm (0,002″) et 0,127 mm (0,005″). Dans un système d’entraînement par friction, la poulie se déplace légèrement plus lentement que la courroie.
S’il n’est pas contrôlé, le fluage de la courroie métallique d’un entraînement par friction entraîne une perte de répétabilité, ce qui affecte la précision de l’application. L’utilisation de poulies d’indexage de type I ou II est le meilleur moyen de maintenir la précision du système. Les éléments de la distribution – en particulier les dents de distribution – doivent être très résistants. La dureté et la durabilité du matériau sont essentielles pour garantir une usure minimale due aux engagements successifs de la courroie et de la poulie. La poulie de distribution brevetée de Belt Technologies utilise des roulements à billes durcis comme dents, qui sont spécifiquement conçus pour offrir une résistance accrue à l’usure continue.
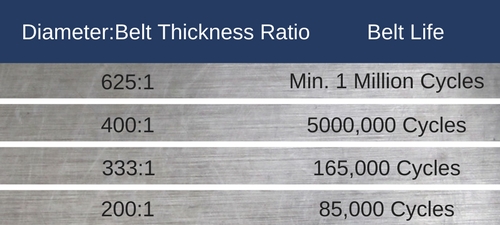
Obtenez une durée de vie maximale de la courroie grâce à des rapports de diamètre précis.
Il existe plusieurs facteurs importants à prendre en compte lors de la conception d’une poulie pour une application de courroie métallique, mais le plus important est le diamètre de la poulie. Le diamètre approprié de la poulie est un rapport entre le diamètre de la poulie et l’épaisseur de la courroie. Lorsque le rapport diamètre/épaisseur diminue, la contrainte de flexion de la courroie augmente et sa durée de vie est réduite.
Lors de la conception de poulies d’indexage, il est important de s’assurer que tous les éléments de distribution ont des rayons sphériques ou à développante/évolutive. Ces rayons garantissent un engagement et un désengagement en douceur de la courroie et de la poulie.
Pour éviter les problèmes résultant de l’accumulation des tolérances, la différence de diamètre entre les éléments menants et menés doit être d’au moins ±0,005″ (0,127 mm) à ±0,007″ (0,178 mm). Les applications à jeu nul ou presque nul sont des cas particuliers. Lors de la fabrication d’une poulie dentée, chaque dent de synchronisation est insérée dans un trou qui a été usiné dans le corps de la poulie.
Un grand soin doit être apporté à l’emplacement radial de chaque dent pour garantir la précision du pas global. Il est également impératif que les poulies d’indexage aient un diamètre de pas situé au niveau de l’axe neutre de la courroie (la moitié de l’épaisseur de la courroie pour une courroie plate fine), et non au niveau de la base.
Les courroies métalliques sont généralement fines, un facteur qui est souvent négligé lors du calcul du diamètre d’appui de la bande de la poulie. Le fait de ne pas tenir compte de l’épaisseur de la courroie dans ces calculs entraîne presque toujours une mauvaise correspondance des éléments de synchronisation.
Le diamètre du support de bande peut être déterminé par la formule :
D=NP/pi – t
Où :
N = Nombre de longueurs de pas ou de dents sur une poulie
P = Pas de la perforation
t = Épaisseur de la bande
Poulies d’indexage de haute qualité pour votre système, conçues par des experts
Les experts de Belt Technologies ont les connaissances et l’expérience nécessaires pour concevoir et produire des poulies d’indexage PureSteel® pour votre système, qui fourniront des résultats très précis et reproductibles. Nos dents de synchronisation à roulement à billes brevetées et notre compréhension approfondie des exigences de conception des poulies d’indexage garantiront que votre système automatisé durera pendant le plus grand nombre de cycles possible. Contactez-nous dès aujourd’hui.